Sensors
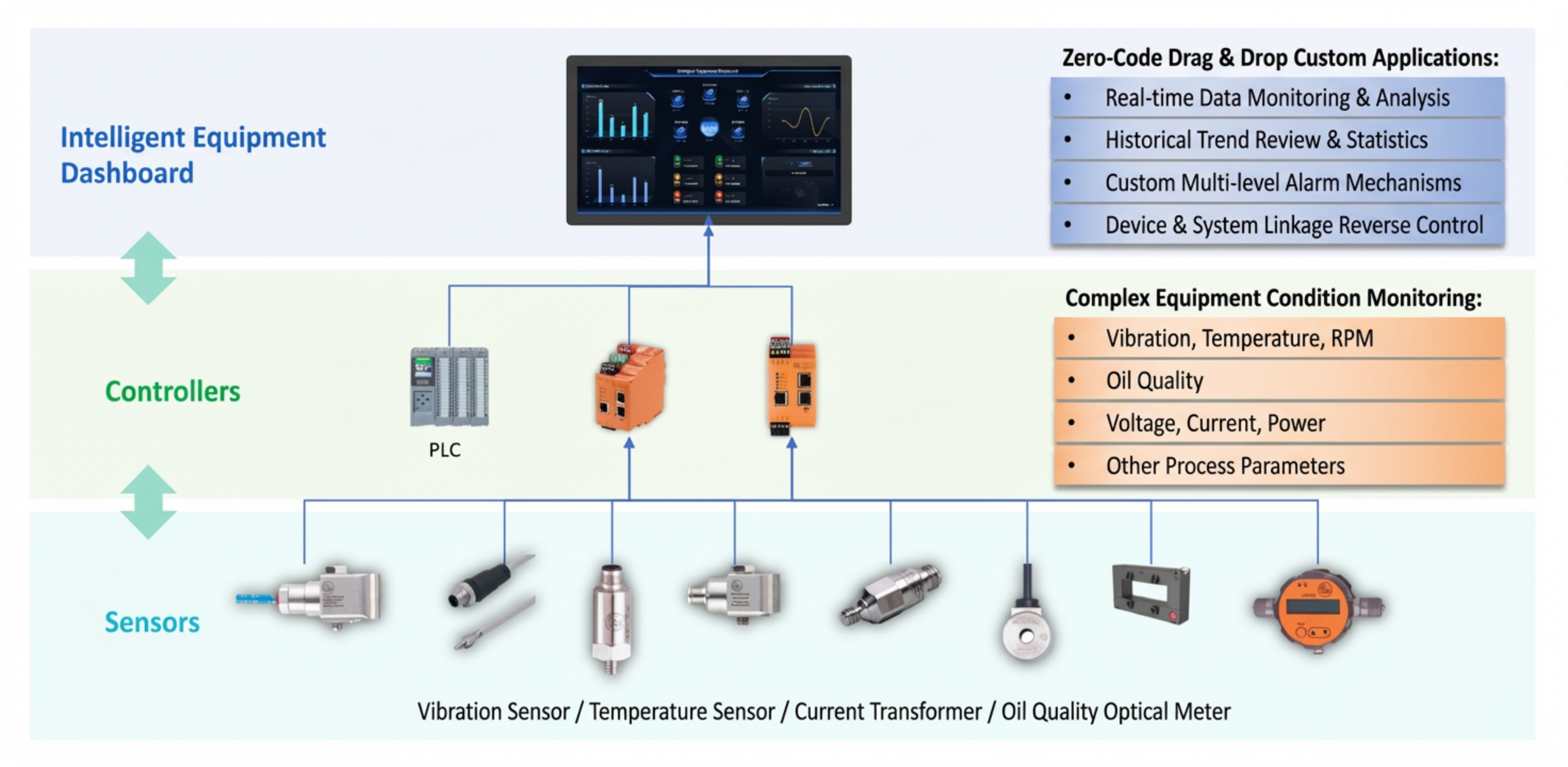
Integrated solution for Equipment Condition Monitoring / Intelligent Operation and Maintenance / Predictive Maintenance System requirements
Motor Predictive Maintenance
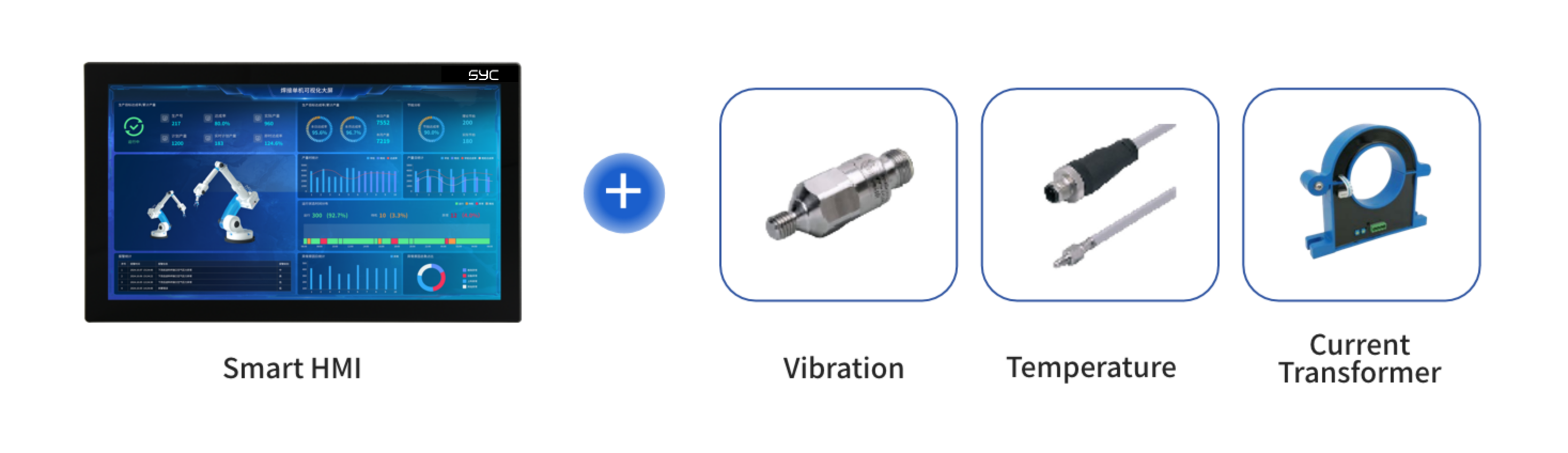
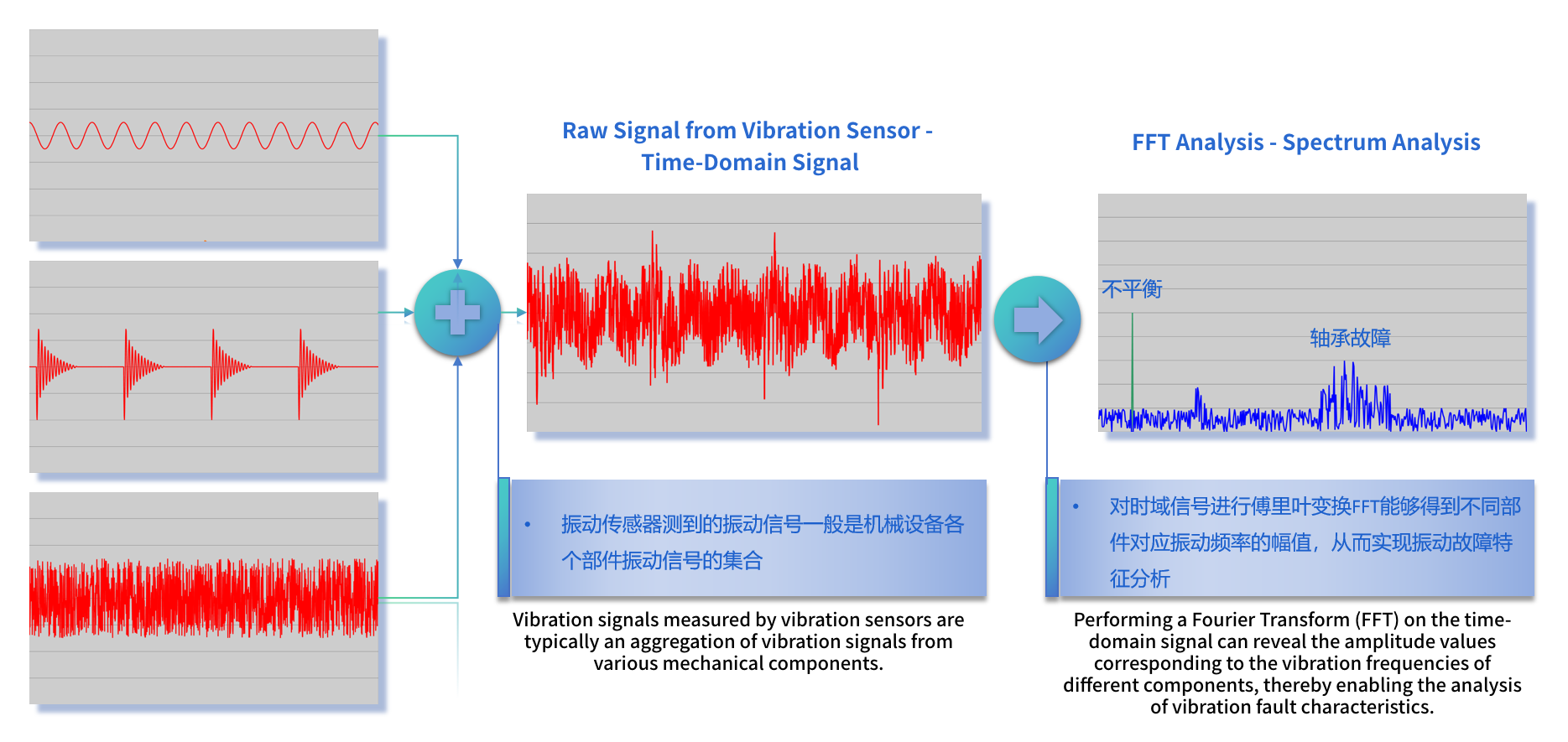
Relying on the Smart HMI, it integrates multi-source real-time sensing data such as vibration, temperature, and current to build a comprehensive equipment operation status perception network. Through spectrum analysis of vibration signals during motor operation, combined with deep learning algorithms to establish trend prediction models, it achieves full-time domain continuous monitoring of motor health status, accurately identifying early weak fault signs, such as typical mechanical faults like bearing wear, rotor imbalance, and shaft misalignment. The system adopts a multi-level dynamic threshold alarm mechanism, which can adaptively adjust warning thresholds according to equipment operating conditions, effectively reducing false positive and false negative rates.
When an abnormal trend is detected or a warning condition is reached, the system automatically triggers an operation and maintenance work order, synchronously generates an intelligent diagnostic report containing fault type judgment, risk level assessment, historical trend comparison, and suggested maintenance measures, and pushes it to the relevant responsible person. through linkage with production management systems such as MES and EAM, it realizes the full-process automated management of "Data Perception -> Intelligent Cognition -> Decision Support -> Closed-loop Execution", truly achieving proactive symptom management of equipment motors. This solution significantly improves equipment availability and operation and maintenance response efficiency, promoting the transformation from traditional passive maintenance to predictive maintenance, and helping enterprises achieve lean and intelligent equipment management upgrades.
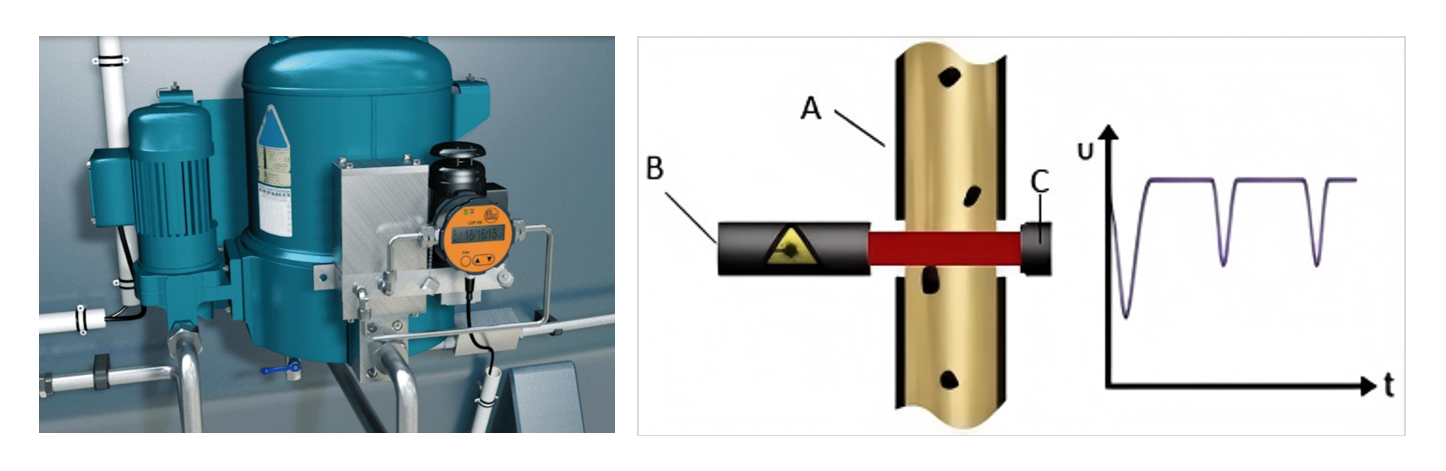
Oil Quality Monitoring
Based on advanced optical particle measurement technology, the system can monitor the concentration changes of metal debris in lubricating oil in real-time online, accurately identifying micron-level particles generated by friction and wear, achieving continuous quantitative assessment of oil pollution levels. Through intelligent algorithms to dynamically analyze pollution levels and predict trends, it timely discovers signs of abnormal wear, effectively blocking secondary damage to equipment caused by deteriorated oil, and preventing key transmission components (such as gears, bearings, hydraulic valves, etc.) from failing due to aggravated pollution.
This solution is widely applicable to high-value equipment scenarios such as oil pumps, hydraulic systems, gearboxes, and compressors, upgrading traditional "post-event repair" and "periodic maintenance" modes to scientific "preventive maintenance" and "condition-driven maintenance". Combined with the Smart HMI to achieve data visualization display, automatic over-limit alarming, and operation and maintenance strategy linkage, it helps enterprises intervene in equipment health risks in advance, significantly extending the service life of core components, reducing the probability of unplanned downtime and maintenance costs, and comprehensively improving equipment operation reliability and production continuity.